Join World's Fastest Growing B2B Network
Join World's Fastest Growing B2B Network







| MOQ | 1 台 |
| Packaging | 木箱 |
| Lead Time | 45 |
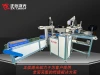
| 品牌 | 正信 | 型号 | ZXL-3000W |
| 激光波长 | 1064nm | 激光功率 | 3000W |
| 焊接厚度 | 0.2-3mm | 监控系统 | CCD视觉影像 |
| 冷却方式 | 水冷(水箱3P) | 应用 | 轮毂副板焊接 |
laser power
3000W fiber laser : suitable for welding 3-8mm carbon steel/stainless steel wheel hub spokes, with a penetration depth of about 3-4mm (depending on the material and speed).
Selectable pulse/continuous mode : Continuous laser is suitable for high-speed welding, while pulse mode is suitable for thin plates or high-precision welds.
Beam quality
BPP≤2.0mm·mrad : High beam quality ensures a focused spot diameter ≤50μm, improving energy density and making it suitable for narrow weld seams (0.1-0.3mm wide).
Welding speed
Carbon steel : 1.5-3m/min (3mm plate thickness); Aluminum alloy : needs to be reduced to 0.8-1.5m/min (requires the use of a swing head with anti-air holes).
Cooling system
Dual-cycle water chiller : Temperature stability ±1°C, ensuring that the laser does not reduce power during long-term operation.
Laser type
IPG/Chuangxin fiber laser : Preferred single-mode fiber (such as YLS-3000), electro-optical conversion efficiency >30%, lifespan 100,000 hours.
Welding head selection
High dynamic galvanometer welding head (such as Precitec YW50): integrates coaxial vision to track the wheel hub weld trajectory in real time, with a repeatability accuracy of ±0.03mm.
Oscillating function : The frequency can be adjusted up to 500Hz to improve the fluidity of the weld pool in aluminum alloy welding.
Automation Integration
Six-axis robots (such as Kawasaki and Yaskawa): 60kg load capacity, ±0.06mm trajectory accuracy, and multi-angle welding can be achieved when paired with a positioner.
PLC control system : Supports Modbus TCP protocol and is compatible with MES system for tracing welding parameters.
Material compatibility
Aluminum alloy wheel hub (A356-T6): Laser cleaning (150W pulsed laser) is required to remove the oxide film. Argon gas protection (99.999% purity) is required during welding.
Stainless steel wheel hubs : Nitrogen protection is used to suppress spatter, and silver-white weld seams are preferred.
Defect control
Porosity suppression : Dual-beam technology (3000W main beam + 500W auxiliary beam for preheating) is recommended for aluminum alloy welding.
Crack prevention : Carbon steel wheel hubs need to be preheated to 150-200°C (for thick plates).
| Han's Laser | G3015F | High integration and fast after-sales response | ¥700,000 - ¥1,000,000 |
| TRUMPF | TruDisk 3001 | Optimal beam quality, suitable for high precision | ¥1,000,000 - ¥1,200,000 |
| Zhengxin Laser | ZXL- 3000W | High cost-performance ratio, supports customization | ¥200,000 - ¥500,000 |
Weld quality
It meets ISO 13919-1 Class B standard, with an X-ray detection porosity of <1%.
Tensile strength ≥ 90% of the base material (for aluminum alloy wheels, it must reach 250MPa or above).
Stability test
Welding continuously for 8 hours, with power fluctuation < ±2% and scrap rate ≤ 0.5%.
With slight modifications, this equipment can be used for:
Battery tray welding (aluminum alloy stacking welding, high sealing requirements)
Drive shaft welding (deep penetration welding, penetration depth must reach 8mm)
Product Showcase:

Sample display:


One moment please
 Member's Area
Member's Area Messages
Messages  Need Help
Need Help